2019年五一杯数学建模
B题 木板最优切割方案
原题再现
徐州某家具厂新进一批木板如表 1 所示,在家具加工的过程中,需要使用切割工具生产表 2所示的产品。假设:木板厚度和割缝宽度忽略不计。
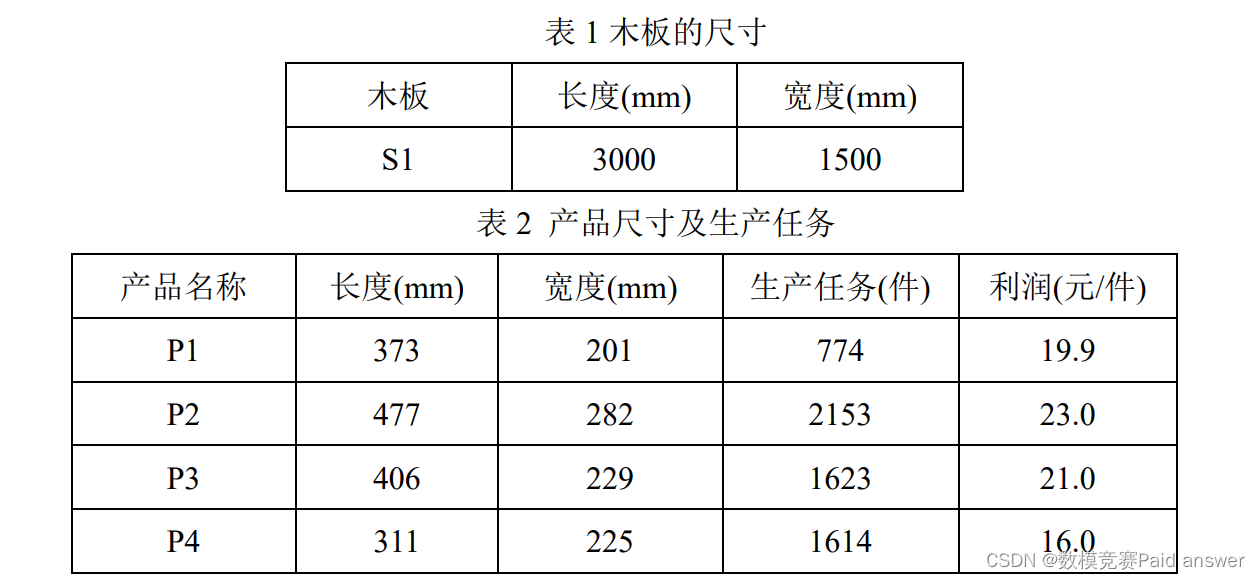
请为该家具厂给出如下问题的木板最优切割方案。
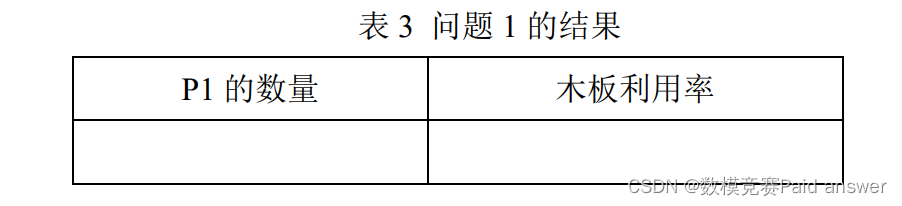
1. 在一块木板上切割 P1 产品,建立数学模型,给出木板利用率最高(即剩余木板面积最小)的切割方案,并将最优方案的结果填入表 3。
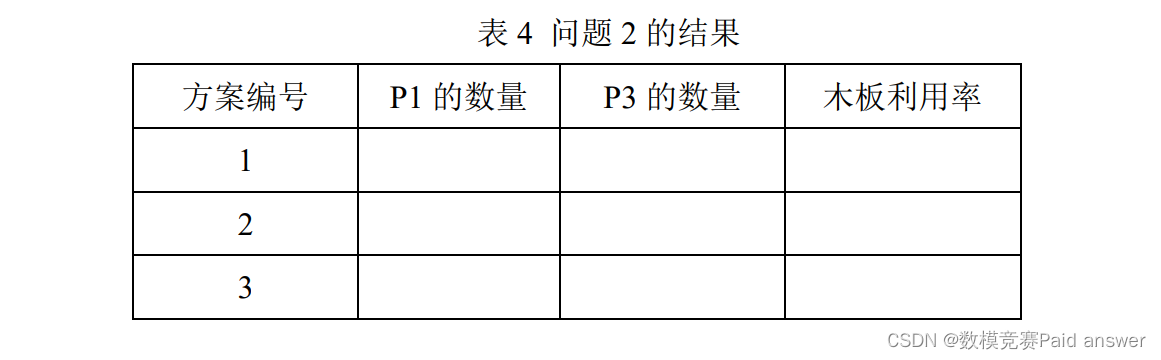
2. 在一块木板上切割 P1 和 P3 产品,建立数学模型,给出按照木板利用率由高到低排序的前 3 种切割方案,并将结果填入表 4。
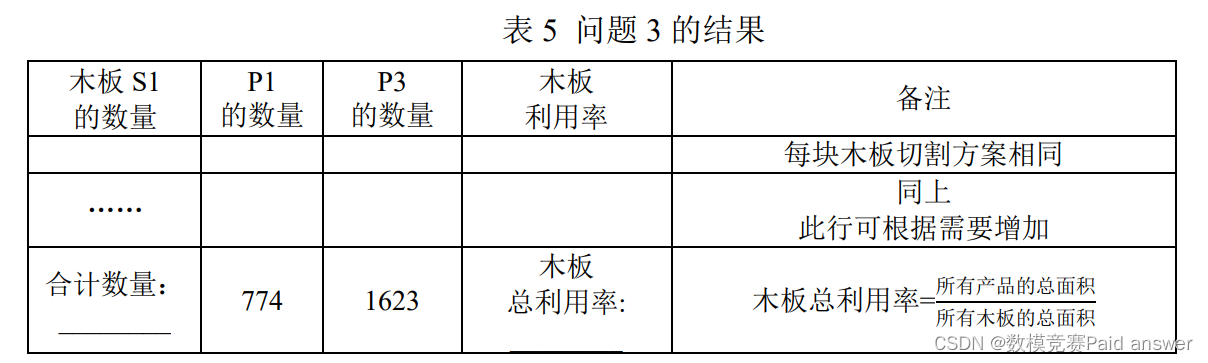
3. 需要完成表 2 中 P1 和 P3 产品的生产任务,建立数学模型,给出木板总利用率最高的切割方案,并将结果填入表 5。
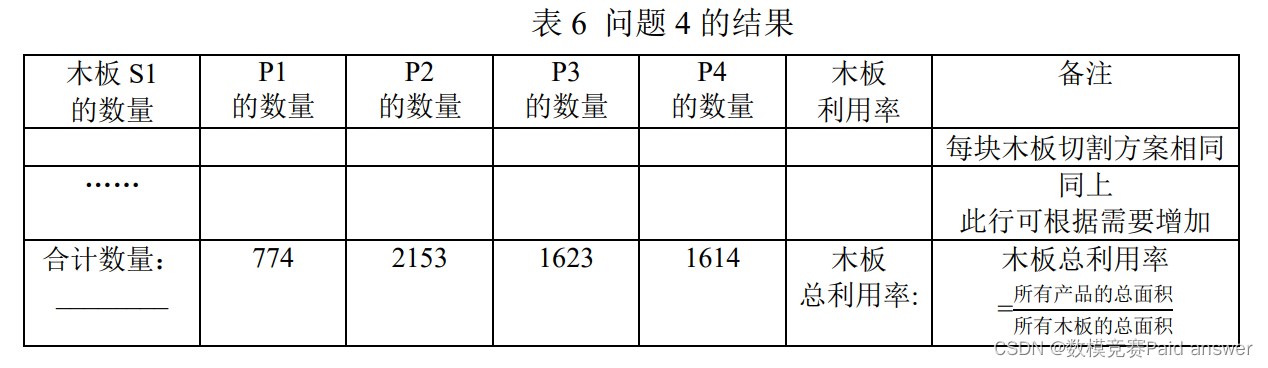
4. 需要完成表 2 中 P1、P2、P3、P4 产品的生产任务,建立数学模型,给出木板总利用率最高的切割方案,并将结果填入表 6。
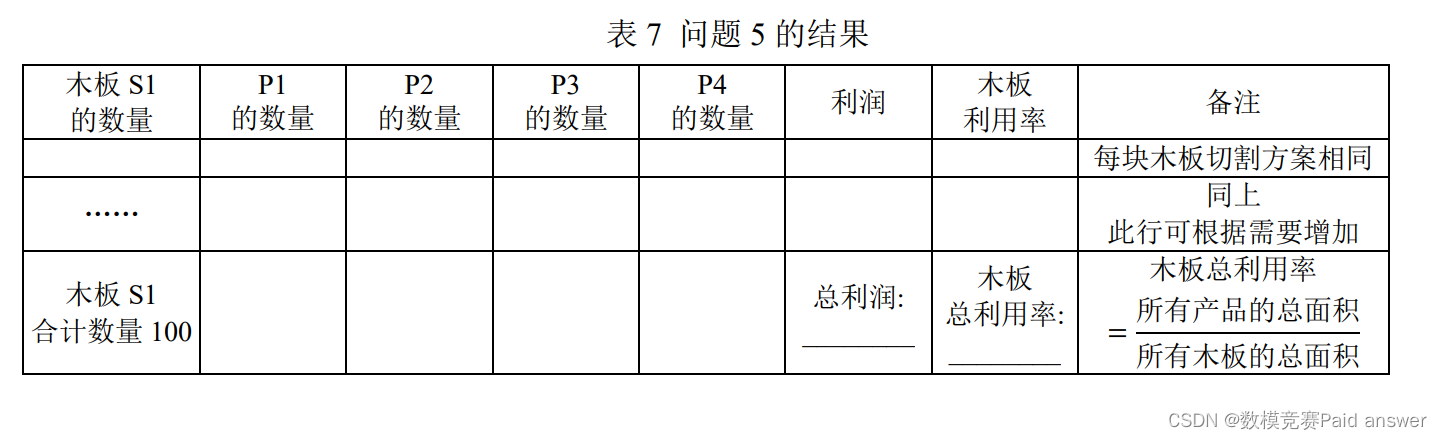
5. 不考虑产品P1,P2,P3,P4的需求数量,给定100张S1木板,按照表2中给出的利润,建立数学模型,给出总利润最大的切割方案,并将结果填入表7。
整体求解过程概述(摘要)
本文主要研究了在给定条件下如何对木板最优切割问题,重点研究分析了不同情况下的切割方案,通过建立线性规划模型和混合整数规划模型,并利用 MATLAB和 LINGO 对提出的模型进行求解,具体结果如下:
对于问题一:考虑到只切割 P1 产品,若想木板利用率最高,只需切割产品的总面积最大,根据两个产品不能重叠,引入了坐标的思想,建立线性规划模型,结合 MATLAB 里的 fmincon 函数求解,得出:在只切割 P1 产品时,一块木板上能够切割 59 块 P1 产品,最高木板利用率为 98.30%。
对于问题二:在问题一模型的基础上,添加变量𝑘𝑖表示产品种类,建立新的线性规划模型,结合遗传算法求解,在两种产品数量可以为 0 的情况下,木板利用率由高到底排序的前三种切割方案为:
方案1:在木板全部切割P3产品,能够切割48 块P3,此时木板利用率为99.17%;
方案2:在木板上切割47块P3产品和 1块P1 产品,此时木板利用率为98.77%;
方案3:在木板上切割46块P3产品和 2块P1 产品,此时木板利用率为98.37%。
对于问题三:根据问题一、二中提出的线性规划模型,对问题 3 分析并建立新的整数规划模型,得到最优切割方案如下:用 33 个木板全部切割 P3,得到 1584 个P3,剩余 39 个,利用率为 99.17%;用 13 个木板全部切割 P1,得到 767 个 P1,剩余 7 个 P1,利用率为 98.30%;再将剩余的 7 个 P1 和 39 个 P3 用 1 个木板切割,利用率为 92.23%;所需木板总数量为 47,木板总利用率为 98.78%。
对于问题四:首先考虑切割面积较大的产品,每次切割按面积大小依次切割,由于选取方案较多,只枚举部分切割方案,以切割的木板数量最少为目标函数,建立混合整数规划模型。运用 LINGO 求解,得到结果:需要木板 S1 的总数量为 138,木板总利用率为 98.47%,具体方案见表 6。
对于问题五:同问题 4 的思想相同,在分割时,首先考虑尽可能的切割单位面积利润较大的产品,即首先切割 P1 产品,建立线性规划模型,通过 LINGO 求解,得到结果:在 100 块木板上只切割 P1,总数量为 5900,其余产品数量均为 0,总利润为 117410 元,木板总利用率为 98.30%
最后,深入研究了论文中提出的模型并加以分析,对模型的优化提供了一些改进思路。
模型假设:
由于产品要求,需要对木板进行一定的打磨去除粗边的加工,切割后的木板也需要进行一定的加工处理才可投入使用。切割时需要考虑切割损失等影响因素,因此,对于本题,我们做出如下假设:
(1) 不考虑切割时木板产生的损耗。
(2) 木板可以沿着任意方向切割。
(3) 木板可以任意摆放。
(4) 用材不能重叠,不超过原材料的大小。
(5) 原板材密度厚度均匀,形状为规则矩形。
(6) 木板厚度和割缝宽度忽略不计。
问题分析:
此问题为板材下料问题,只切割一种产品时,切割方案比较容易,对于切割多种产品时,需要尽可能的求解板材切割方案,确定不同的方案使得木板得到更多的利用。
对于问题 1,求解出只切割 P1 产品的木板利用率最高的切割方案,若想木板利用率最高,只需切割产品的总面积最大,即在只切割同一种产品的情况下,只需切割产品的数量最多,问题可以转化为:经过对木板切割,使得获得的 P1 产品数量最多,建立线性规划模型,结合 MATLAB 里的 fmincon 函数求解。
对于问题 2,求解出在一块木板上切割 P1 和 P3 产品,木板利用率由高到低排序前 3 的切割方案,对问题进行分析,可以将此问题转化为:在 P1 和 P3 产品个数可以为 0 的情况下,在木板上切割 P1 和 P3 产品,可将问题转化为两种产品的总面积之和最大的问题。同问题 1 一样,用线性规划模型,结合 MATLAB 里的 fmincon函数求解。
对于问题 3,要求出木板总利用率最高的切割方案,经过对问题 3 的分析,可将问题转化为所需木板数量最少的问题,即两种木板的总面积除以所需木板的总面积最大。同问题 1、2 一样,用线性规划建立模型,结合 MATLAB 里的 fmincon 函数求解。
对于问题 4,在完成 P1,P2,P3,P4 产品的生产任务的条件下,找出木板总利用率最高的切割方案。通过建立相关模型,我们首先找出利用率较高的 12 种切割方案,再建立线性规划模型对这 12 种切割方案进行优化组合,通过 LINGO 函数进行求解。
对于问题 5,在给定 100 张 S1 木板,不考虑产品 P1,P2,P3,P4 的需求数量的条件下,找出总利润最大切割方案,经过对问题 5 的分析,可以将其转化为找出单张木板的切割利润最大的问题。类似问题 4,建立线性规划模型,通过 LINGO 函数进行求解。
模型的建立与求解整体论文缩略图
全部论文请见下方“ 只会建模 QQ名片” 点击QQ名片即可
程序代码:(代码和文档not free)
clc,clear x1=0; x2=0; n2=0; n=0; for n1=0:8 % 长为3000的边全部放 横放 最多放 8 块 % n2=0; % 若将 n2 定义成局部变量 后面的 n2 清零操作可以不需要,因为每次循环结束 局部变量的值自动释放 while n2*201+n1*3733000 n2=n2-1; % 最后一次循环n2的值使 n2*201+n1*373>3000 超出 边界30 ,所以 n2 需要减 1 end n=n2*4+n1*7; % 竖放 最多放 4 行, 横放 最多放 7 行 q=((n2*4+n1*7)*(373*201))/(3000*1500); fprintf('竖放%2d 列,横放%2d 列,总数%d,利用率%f\n',n2,n1,n,q); % n=0; % 清零 进行下次循环 重新计算下次循环总数 n2=0; % 清零 进行下次循环 为 "竖放" 计数 end
clc;clear; x=3000; y=1500;
x1=0;
x2=0;
i=0;
%同行不同列
fprintf('横放\n');
fprintf('(1)同行不同列\n');
for x1=1:7
while x1*373+x2*4063000
x2=x2-1;
end
m1=x1*7; % P1 最多放 7 行 15/2.01=7.4627
m2=x2*6; % P3 最多放 6 行 15/2.29=6.5502
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f\n',x1,m1,x2,m2,q);
x2=0;
end
%同列不同行
y2=0;
fprintf('(2)同列不同行\n');
for y1=1:7
while 201*y1+229*y21500
y2=y2-1;
end
m1=y1*8;
m2=y2*7;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 行 , P1:%2d 个 , P3:%2d 行 , P3:%2d 个 , 利 用率%f\n',y1,m1,y2,m2,q);
y2=0;
end
fprintf('竖放\n');
fprintf('(3)同行不同列\n');
x2=0;
for x1=1:14
while x1*201+x2*2293000
x2=x2-1;
end
m1=x1*4;
m2=x2*3;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f\n',x1,m1,x2,m2,q);
x2=0;
end
fprintf('(4)同列不同行\n');
y2=0;
for y1=1:3
while y1*373+y2*4061500
y2=y2-1;
end
m1=y1*14;
m2=y2*13;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 行 , P1:%2d 个 , P3:%2d 行 , P3:%2d 个 , 利 用率%f\n',y1,m1,y2,m2,q);
y2=0;
end
%交叉
fprintf('(5)p1 竖放,p3 横放\n');
fprintf('同行不同列\n');
x2=0;
y2=0;
for x1=1:13
while x1*201+x2*4063000
x2=x2-1;
end
m1=x1*4;
m2=x2*6;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f\n',x1,m1,x2,m2,q);
x2=0;
end
y2=0;
fprintf('(6)p1 竖放,p3 横放,不同行\n');
for y1=1:4
while y1*373+y2*2291500
y2=y2-1;
end
m1=y1*14;
m2=y2*7;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f\n',y1,m1,y2,m2,q);
x2=0;
end
fprintf('(7)p1 横放,p3 竖放,同行\n');
for x1=1:7
while x1*373+x2*2293000
x2=x2-1;
end
m1=x1*7;
m2=x2*3;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f\n',x1,m1,x2,m2,q);
x2=0;
end
y2=0;
fprintf('(8)p1 横放,p3 竖放,不同行\n');
for y1=1:5
while y1*201+y2*4061500
y2=y2-1;
end
m1=y1*8;
m2=y2*13;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f\n',y1,m1,y2,m2,q);
x2=0;
end
clc;clear;
x=3000;
y=1500;
x1=0;
x2=0;
i=0;
s=0;
qq=0;
%同行不同列
fprintf('横放\n');
fprintf('(1)同行不同列\n');
for x1=1:6
while x1*373+x2*4063000
x2=x2-1;
end
m1=x1*7;
m2=x2*6;
q=((m1*373*201)+(m2*406*229))/(3000*1500);
fprintf('P1:%2d 列 , P1:%2d 个 , P3:%2d 列 , P3:%2d 个 , 利 用率%f',x1,m1,x2,m2,q);
while s*m1